中國(guó)工業報:杭(hang)機轉向齒(chǐ)條數控強(qiáng)力成形磨(mó)床助力汽(qi)車工業🐅
汽(qì)車轉向齒(chi)條是汽車(che)齒條齒輪(lún)轉向系統(tǒng)中的關鍵(jiàn)件。齒條🏃🏻♂️齒(chi)⭐輪轉向系(xi)統是轎車(chē)、小型貨車(chē)普遍使用(yòng)的🔅一種轉(zhuan)向✂️機構。當(dāng)轉動汽車(che)方向盤,轉(zhuǎn)向器齒輪(lun)轉動,使與(yǔ)之齧合的(de)🌈齒條沿着(zhe)軸向移動(dòng),通過齒🏃♂️條(tiáo)将方向盤(pán)旋轉運動(dòng)轉化成車(che)輪傳動所(suo)需要的㊙️線(xiàn)性運動,從(cong)而使左右(you)橫🔴拉杆帶(dai)動轉向節(jie)左右轉動(dòng),使轉向車(chē)🏃♂️輪實現偏(piān)轉而實現(xian)汽車轉向(xiàng)。在齒條齒(chi)輪轉向系(xi)統中,轉向(xiang)齒條的精(jing)度🧡、齧合度(du)高低非常(chang)重要,轉向(xiang)系統是🔞決(jué)定汽車主(zhǔ)動安全性(xìng)的關鍵總(zong)成。轉向齒(chǐ)條精度差(cha)會造成轉(zhuǎn)向不靈敏(mǐn)、操縱不☁️穩(wen),需大幅轉(zhuan)動方向盤(pán),不僅影響(xiǎng)汽車的操(cāo)作宜人性(xìng),甚至會造(zao)成轉向系(xi)統故障而(er)導緻事故(gù)。國際上,汽(qi)車生産大(da)廠曾出現(xian)由于轉向(xiang)系統問題(tí)而召回的(de)事例。
汽車(chē)轉向齒條(tiao)齒型部分(fèn)的寬度一(yī)般爲200mm左右(you),加工✊深度(du)在5-10mm。長期來(lai),我國的汽(qi)車行業大(da)多采用插(cha)削、銑削或(huò)拉削😄方法(fǎ)進行汽車(chē)轉向齒條(tiao)齒型的加(jiā)工。從這些(xiē)工藝的實(shi)際應用來(lái)看,插削、銑(xi)削的精度(du)精度㊙️較低(dī),效率❌一般(ban),而拉🐪削的(de)精度稍好(hao),效率也較(jiao)高,但是這(zhe)幾種加🈲工(gōng)方式的精(jīng)度和效率(lü)都不及強(qiáng)力成形磨(mó)削,而且所(suo)使用的刀(dāo)具成本高(gāo),加工的柔(róu)性較差。國(guó)外,早在上(shàng)世紀的60、70年(nián)代起就廣(guǎng)泛應用了(le)強力成🔞形(xing)磨削,德國(guo)斯來福臨(lín)集團旗下(xià)的Blohm、Maegerle公司都(dōu)有相❤️應的(de)機床,如Blohm公(gong)司的PROFIMAT MT、MC系列(liè)成形😍磨床(chuáng)和Maegerle公司的(de)MMS、MGC系列磨床(chuáng)都能進行(háng)汽車轉向(xiàng)齒的成形(xíng)磨削加工(gōng)。德國ELB公司(sī)的MICRO-CUT-A系列磨(mo)床系列也(yě)能㊙️進行轉(zhuan)向齒條的(de)成形🍉磨削(xue)。因爲,在整(zhěng)體淬硬的(de)實體材料(liao)上直接磨(mo)出全寬度(dù)齒型🆚可以(yi)明顯提高(gao)加工質量(liang)和生産效(xiào)率。
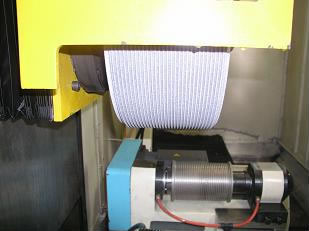
2001年以來(lai),杭州機床(chuáng)集團公司(si)陸續開發(fā)出一批高(gao)檔的數控(kòng)強力成形(xíng)磨床,如能(neng)加工航空(kong)發動機葉(ye)片的七軸(zhóu)五聯動數(shù)控的MKL7150強力(li)成形磨、MKH450成(cheng)形磨削加(jiā)工中心等(děng)。這些機床(chuáng)分别用于(yú)磨削航空(kong)發動機精(jing)密零件如(rú)葉冠、鎖片(piàn)槽等難切(qiē)削零件的(de)成形,磨削(xue)汽輪機的(de)葉片、轉子(zǐ)槽等,磨削(xue)精密數控(kòng)機床中的(de)鼠牙盤、船(chuán)舶工業中(zhong)的葉輪型(xing)面等,占領(lǐng)了國内數(shù)控強力成(cheng)形磨床制(zhì)造領域的(de)許多制高(gāo)點,其中的(de)許多機床(chuáng)都是國内(nei)首台套機(ji)床,打破了(le)工業發達(da)國家對我(wǒ)們的限制(zhi)和壟斷。2004年(nián)以後,爲了(le)更好地爲(wèi)國内方興(xing)未艾的汽(qì)車制造工(gōng)業服務,該(gai)公司以汽(qi)車工業中(zhong)加工批量(liang)最大的轉(zhuǎn)向齒條爲(wei)突破口,通(tōng)過深入研(yan)究和試驗(yàn),把該機床(chuáng)系列中通(tong)用性較好(hao)的MKL7150×10數控強(qiang)力成形磨(mo)床成功用(yòng)于汽車轉(zhuǎn)向齒條的(de)成形磨削(xue)加工。迄今(jīn)爲止,機床(chuang)已批量提(tí)供給國内(nei)近10家汽車(che)零部件制(zhì)造企業,最(zuì)多的一家(jiā)先後購置(zhi)了8台MKL7150數控(kòng)強力成形(xíng)磨床。據了(le)解,機床總(zong)體的使用(yòng)情況都較(jiao)好,得到用(yong)戶的肯定(ding)和贊許。MKL7150數(shu)控強力成(cheng)形磨床的(de)結構先進(jin),技術成熟(shú),擁有多項(xiàng)自主知識(shí)産權。該機(ji)床的橫向(xiàng)導軌置于(yu)立柱中部(bù)兩側,其結(jié)構在國内(nei)較爲先進(jìn)。X、Y、Z三軸導軌(guǐ)具有先進(jin)的結構性(xìng)和工藝性(xìng),進給靈敏(min),加工精度(dù)高。機床采(cai)用德國西(xī)門子802D/810D/840D數控(kong)系統,對工(gōng)作台縱向(xiàng)移動、磨頭(tóu)垂直進給(gei)、立柱橫向(xiang)進給和砂(sha)輪軸電機(ji)進行單獨(dú)控制或聯(lián)動。有線性(xing)插補和圓(yuán)弧插補等(deng)補償功能(neng),能實現自(zì)動磨削循(xún)環。機床可(kě)采用多種(zhǒng)成形修整(zhěng)技術,如台(tai)面金剛滾(gǔn)輪修整、金(jīn)剛筆通過(guo)X、Y兩軸聯動(dòng)修整或采(cǎi)用國際先(xiān)進的盤形(xing)修整技術(shu),修整成形(xing)精度高。機(jī)床縱向有(yǒu)快速進給(gěi)功能,可實(shi)現普通平(ping)磨的往複(fú)式磨削。機(ji)床磨削區(qu)域采用全(quán)封閉式結(jié)構,同時貫(guàn)徹強制性(xing)安全标準(zhun),采标先進(jìn),操作宜人(rén)性好。
杭機(ji)集團在爲(wei)用戶提供(gong)加工設備(bei)的同時,還(hái)在深🛀🏻入研(yán)究❌用戶工(gōng)藝後把可(ke)靠的先進(jìn)工藝連同(tong)機床🈲一起(qǐ)提供給用(yong)戶。針對汽(qì)車轉向齒(chǐ)條磨削寬(kuān)度在200mm、切深(shēn)在🙇🏻5-10mm,且材料(liào)是淬硬的(de)實體的實(shi)際情況,機(ji)床的磨頭(tou)主軸電機(jī)功率高達(dá)77KW,砂輪的寬(kuān)度最✔️大可(kě)達240mm,是目前(qian)國内寬度(dù)最大的。砂(sha)輪全寬度(dù)磨🧡削切深(shen)最大爲8mm,可(ke)實現高效(xiao)率的超寬(kuan)砂輪、超大(da)功率主軸(zhóu)大切♉深強(qiang)力成形磨(mó)削,掌握這(zhè)項先進技(jì)🔆術的企業(yè)在國際上(shang)也爲數不(bú)多。機床采(cǎi)用台式金(jīn)剛滾輪修(xiū)整器或者(zhe)采用台式(shi)金剛碟形(xíng)應用Y、Z軸聯(lián)動實現成(chéng)形修整的(de)方法,在最(zuì)大厚度爲(wei)240mm的砂輪上(shang)修整出齒(chǐ)條齒形輪(lún)廓。機床采(cǎi)用緩進給(gěi)強🛀力深切(qiē)成形的方(fang)式,在砂輪(lún)的全寬度(du)上磨削出(chu)整體的齒(chi)形。轉向齒(chi)條采用五(wǔ)工位🆚液壓(ya)夾具夾緊(jǐn),一次裝☀️夾(jiá)五件。機床(chuang)的數控系(xì)統爲西門(mén)子840D系統,在(zai)磨削過程(chéng)中,除工件(jian)裝卸🔴外,均(jun1)可執行數(shù)控程序自(zi)動完成加(jia)工,磨削工(gong)作循環是(shi)📱“粗磨-修整(zheng)砂輪-精磨(mó)”,工藝上采(cǎi)用工件整(zheng)體淬硬,垂(chuí)直總進給(gěi)量6.5mm,直接磨(mo)❄️出成🐆形齒(chi),單件加📱工(gong)時間約爲(wèi)4分鍾。但目(mù)前國内仍(réng)采用把熱(rè)♻️處㊙️理作爲(wei)末道工序(xu)的工藝流(liu)程,在未淬(cui)火的材料(liào)上磨出齒(chi)型,然後淬(cuì)硬。但國外(wai)有些廠家(jiā)已把磨削(xue)優化爲末(mò)道工🥵序,因(yīn)爲如果在(zai)整體淬硬(yìng)的實體材(cai)料上直接(jiē)磨出全寬(kuan)度齒型可(kě)以明顯提(ti)高加工質(zhì)量和生産(chan)效率☂️。當然(ran)‼️,各個生産(chan)廠根據自(zi)身的設備(bei)、加工批量(liàng)、生産🍓效率(lü)等🐆因素采(cǎi)用不同的(de)加工工藝(yi)。如機床經(jīng)過荊州恒(héng)隆等汽車(che)零部件生(sheng)産廠的實(shí)際生産驗(yan)證,使用情(qing)況很好。該(gai)公司所購(gòu)置的幾台(tai)MKL7150數控強力(li)成形磨床(chuáng)基本處于(yu)24小時連續(xù)工作的狀(zhuang)态。現在,該(gai)公司爲了(le)充分利用(yòng)原有的生(shēng)産設備,同(tóng)時節約加(jia)工費用,也(ye)爲了進一(yi)步提高加(jia)工效率,由(yóu)⭐原來的粗(cu)磨、精磨分(fen)兩刀進行(hang),改成在上(shàng)磨床進行(hang)成形磨削(xue)之前🛀,用銑(xǐ)床在工件(jiàn)上先銑出(chu)一個頂面(miàn),再上MKL7150數控(kong)強力成形(xing)磨床磨一(yi)刀就下料(liào)了,每台機(ji)床每天的(de)産量在1000件(jian)左右。MKL7150數控(kong)強♌力成形(xíng)磨床除了(le)用于上述(shù)汽車💁轉向(xiang)齒條外,還(hái)可以用于(yú)汽車轉向(xiàng)搖臂😍軸扇(shan)形齒的成(cheng)形磨削。
近(jin)年來,我國(guo)的汽車工(gōng)業連續保(bao)持高速增(zeng)長的發展(zhan)勢頭,2009年全(quán)年的汽車(chē)産銷分别(bié)達到1379.1萬輛(liang)和1364萬輛,雙(shuang)雙超過💃1300萬(wàn)輛,成爲名(míng)副其實的(de)汽車産銷(xiao)大國。到2020年(nián),我國的汽(qì)車産量将(jiang)達到1800萬輛(liang),國家要求(qiú),到時汽車(chē)制造業所(suo)需高端數(shu)控機床要(yào)求80%來自國(guó)内,因此數(shù)控機床的(de)🚶發展前景(jǐng)是很好的(de)。有關專家(jia)認爲,今♈後(hou)10年是我國(guo)發展國産(chan)汽車裝備(bèi)的最佳和(hé)最後戰略(lue)機遇期。我(wǒ)們應🚶♀️該牢(lao)牢🌂把握,爲(wei)汽車工業(ye)提供更💘多(duō)的數控強(qiang)力成形🌈磨(mó)床,努力拓(tuo)展成形👨❤️👨磨(mó)床的應🔞用(yòng)領域。同時(shí),象汽車轉(zhuan)向齒條這(zhè)類磨床在(zai)技✉️術上♌已(yi)成熟,國内(nei)的汽車零(ling)部件廠都(dou)可以放心(xīn)地采用,而(ér)不必再進(jin)口昂貴的(de)機床。
來源(yuán):2025年12月12日 中(zhōng)國工業報(bào)